BZT Fräse

Was ist CNC-Fräsen?
Technische Daten
| Modellbezeichnung: | BZT PFK 1607 PX |
| Typ: | Portalfräse |
| Verfahrwege Wien: | X = 1666 mm, Y = 750 mm, Z = 250 mm |
| Verfahrweg Berlin: | X = 1666 mm, Y = 750 mm, Z = 135 mm |
| Maximale Aufspannfläche: | X = 1910 mm, Y = 750 mm |
| Antrieb: | 3 Schrittmotore 4,2 A |
| Programmierbare Auflösung: | 0,0025 mm |
| Wiederholgenauigkeit: | ca. +/- 0,02 - 0,03 mm |
| Maximales Umkehrspiel: | ca. 0,04mm (softwaretechnisch auf unter 0,01 mm eingestellt) |
| Verfahrgeschwindigkeit: | Eilgang ca. 8000 mm/min |
| Maximale Arbeitsgeschwindigkeit: | ca. 4000 mm/min |
| Fräsmotor: | HF-Spindel 1,0 KW, max. 24.000 rpm, min. 3.500 rpm (1,1kW Elte TMPE2 9/2 RR in Berlin) |
| Nutentisch: | Nutbreite 8 mm, Nutabstand 25 mm |
| Spannzangen: | ER20 |
Kosten
Informationen findest du in unserem Preisblatt hier: Kosten
Einschulung
Termine zur Einschulung (in Gruppen oder Individual) findest du auf unserer Homepage
Links zu den Einschulungspräsentationen
Präsentation vom CNC Workshop Wien
Präsentation vom CNC Workshop Berlin
Introduction CNC mill workshop English Berlin
Einschulungsvideo - Fräsen mit der BZT
Leitfaden, von einem User (Jascha) aus Berlin geschrieben:
Achtung:
- Die Steuerung muss immer eingeschaltet bleiben.
- Das Einspannen des Materials funktioniert jetzt anders. Fotos weiter unten im Wiki.
- Absaugung ist nicht mehr vorhanden, bitte nach dem Fräsen mit dem Staubsauger sauber machen
- Die Werte für Vorschub und Drehzahl bitte nur aus dem Schnittdatenrechner entnehmen. Werte auf vCarve stimmen nicht.
Fräser
Die Spannzange kann ausgewechselt werden. Es sind ER20 Spannzangen. Die Wahl der richtigen Spannzange ist unbedingt erforderlich um Beschädigungen vorzubeugen.
Folgende Spannzangengrößen (Schaftdurchmesser des Fräsers) sind im Lab vorhanden: 2 / 3 / 4 / 5 / 6 / 7 / 8 / 9 / 10 / 11 / 12 / 13 mm
Welchen Fräser für welches Material?
Im Fabstore gibt es Fräser (Einschneider, Zweischneider und diamantverzahnt) in verschiedenen Durchmessern, Gravierstichel sowie Radienfräser.
Im 24/7 Shop (Übersicht und Lagerstand im Membersportal) gibt es Fräser (Einschneider, Zweischneider und diamantverzahnt) in verschiedenen Durchmessern, Gravierstichel sowie Radienfräser.
Anwendungsgebiete für Einschneider
- Konturen mit sehr hohen Qualitätsanforderungen
- Da lediglich nur eine Schneide, viel Platz für Spanabfuhr
- Sehr gut für weiche Materialien
- Kunststoffe
- PE, Teflon, Plexiglass, Styrodur
- Weiche Aluminiumsorten
Anwendungsgebiete für Zweischneider
- Universell Einsetzbar
- Härteres Aluminium
- Härtere Kunstoffe
- Holzwerkstoffe
Anwendungsgebiete für diamantverzahnte Fräser
- GFK
- CFK
- Leiterplatten und Verbundwerkstoffe
- Holz
Drehzahl und Vorschubwerte für gängige Materialien
- Viele Hersteller geben Schnittdaten empfehlungen. Wenn man keine findet, kann man sich ein ähnliches werkzeug suchen und das als start nehmen.
- eigentlich alle tools die man so braucht: IDC Woodcraft
- Simpel und übersichtlich dafür nicht so vielfältige tools: Sorotec
- Mit dem Programm Schnittdatenrechner
- Einstellungswerte von der alten Fräse sind im Archiv verfügbar.
- Link zu Online Drehzahl und Vorschubberechnungen
Spannzangen
Die Spannzange funktioniert wie ein extrem präzises Greifsystem, das den Fräser absolut gerade und fest in der Maschine hält. Ihre wichtigste Aufgabe ist es, dafür zu sorgen, dass das Werkzeug beim Drehen nicht eiert (Rundlaufgenauigkeit).
Das ist aus zwei Gründen wichtig:
- Genauigkeit: Nur wenn das Werkzeug perfekt gerade sitzt, wird das Bauteil exakt so groß, wie es geplant wurde.
- Haltbarkeit: Wenn das Werkzeug stabil sitzt, vibriert es weniger (Rattern). Dadurch nutzen sich die Schneidkanten gleichmäßig ab, das Werkzeug bricht seltener ab und hält insgesamt viel länger (Standzeit).

Woran erkennt man eine kaputte Spannzange?
- Innere Kratzer und Rillen: Spuren im Metall zeigen, dass das Werkzeug in der Halterung gerutscht ist (Fressspuren).
- Verformte Öffnung: Die Vorderseite ist ausgeleiert (Bell-mouthing), wodurch das Werkzeug schief sitzt oder wackelt.
- Fehlende Spannkraft: Die Zange federt nicht mehr richtig auf und man muss die Mutter extrem fest anziehen, damit der Fräser hält (Materialermüdung).
- Rost oder Dreck: Flecken oder kleine Löcher auf der Oberfläche (Korrosion) verhindern, dass die Zange glatt und bündig anliegt.
Material einspannen
Vorgehensweise:
- Maschinentisch mit Staubsauger säubern.
- Bitte immer eine Opferplatte unter das zu fräsende Material legen.
- Die Nutensteine sind 3D gedruckt und werden von uns laufend ausgetauscht, sollten sie beschädigt sein.
- Falls ein Nutenstein nicht in die Schiene rutschen sollte bzw. klemmt, dann sollte man die Schiene mit dem Staubsauger aussaugen bzw. eine andere Schraube mit anderem Nutenstein verwenden.
- Um den optimalen Halt des Materials zu gewährleisten, sollte man das Material an mindestens 4 Stellen festspannen. in der Regel an allen Ecken.
- Eine Absaugung während dem Fräsen gibt es in Wien nicht mehr.
- Nach dem Fräsen bitte nochmals Staubsaugen.

Nutenstein + Schraube in Nutentisch schieben

Nutenstein + Schraube in Nutentisch schieben
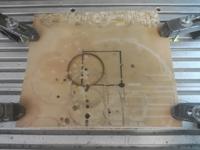
Opferplatte + Material + 4-fach eingespannt.

Opferplatte + Material + Spannpratze (Beilagscheibe und Flügelmutter).

.jpg)


File für die Nutensteine zum 3D Drucken: Prusa MK3S:Datei:Nutensteine BZT CNC.rar
Video - Material einspannen
Nullpunkt setzten
- Der schwarze Punkt am Material symbolisiert meinen gewünschten Nullpunkt. Den Nullpunkt stellt man mittels "Jog" Menüpunkt und dem roten Knopf auf der Handsteuerung ein.
Einspannung nochmals kontrollieren
- Nach dem Einspannen muss man kontrollieren ob die Fräswege nicht mit den Einspannpratzen kollidieren. Man fährt alle Spannprazen mittels "Jog" Menüpunkt ab.
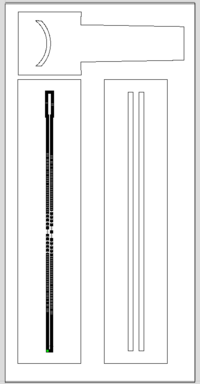
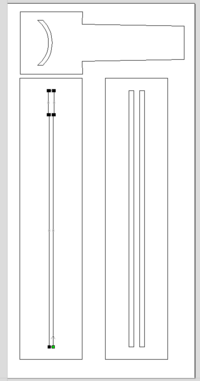
- Die gelbe Linie im USBCNC Symbolisiert den aktuellen Standpunkt des Fräsers. Die blauen Linien sind die Verfahrenswege im Werkstück.
- Wenn die gelbe Linie die blaue Linie trifft, dann darf an dieser stelle auf gar keinen Fall eine Einspannpratze sein. Sollte das der Fall sein, bitte die Einspannpratze oder den Nullpunkt versetzen.
Wie pausiere ich einen laufenden Fräsjob?
Job Pausieren:
- Handrauf in MINUS Richtung drehen, bis die Achsen der Fräsen stehen bleiben und in der Software 0% steht.
- Jetzt auf den roten Knopf drücken. Spindel hört auf sich zu drehen.
Job wieder starten:
- Zuerst muss man die Spindel in der Software (links oben) wieder einschalten.
- Dann den grünen Startknopf in der Software drücken.
- Jetzt mit dem Handrade in PLUS Richtung drehen, damit die Fräse sich wieder bewegt. Ganz rechts in der Software sieht man den Vorschub in %. Bei 100% Vorschub aufhören am Handrad zu drehen.
Not-AUS? Was tun?
VCarve Eigenheiten
Achtung beim Import von DXF Dateien in VCarve!
Import von einer DXF Datei (aus Corel Draw) in VCarve
Import von einer EPS Datei (aus Corel Draw) in VCarve
.PNG)
.PNG)
Es wird empfohlen EPS Dateien in VCarve zu importieren. Beim Import von DXF wird zwar der Pfad korrekt übernommen, jedoch werden, aus welchen Gründen auch immer, sehr viele Knotenpunkten entlang eines Vektors erstellt.
Lösung: EPS Dateien importieren.
VCarve Erklärvideos
- Hier einige Links zu Erklärvideos vom offiziellen Vectric Youtube Channel:
- 3D Fräsen mit VCarve, Erklärvideo (Englisch)
- VCarve Youtube Channel (Englisch)
- VCarve Anfängertutorial
Downloads
vCarve 12
Programm zur Erstellung von Pfaden zum 2,5D und 3D Fräsen. Importierbare Formate sind vektorbasierte 2D Dateien (z.B. DXF, EPS, DWG, Ai, PDF, SVG, SKP,..) und 3D Modelle (STL, 3DM, SKP, 3DS, DXF, OBJ,...).
Alle Informationen für vCarve findet ihr hier
Für Berlin gilt dieser Downloadlink: https://portal.vectric.com/organization/shared-invite/jaN4MnLhCVcy5yBBfNb8
Die Beschreibung mit allen relevanten Infos ist hier zu finden: VCarve Infos
| Werkzeugdatenbank_Vectric_VCarve.zip (28KB) [info] Werkzeugdatenbank für VCarve Pro |
Installation unter Linux
Um vCarve auf Linux Geräten zu verwenden empfehlen wir Bottles
- Hier findet ihr eine detailierte Anleitung.
- Hier die Konfigurationsdatei um ein Bottle zu erstellen:
| Bottles_vCarve-32bit.zip (1KB) [info] Config Files zum Importieren für Bottles |
Fusion360
Ein sehr mächtiges CAD/CAM Programm von Autodesk. Für Studenten gibt es eine kostenlose Version für Mac oder PC. Auf YouTube finden sich etliche ausgezeichnete Tutorials ( zB. vom Fusion 360 Team). (Hinweis: wenn man CAM (also G-Code Erzeugung) auch gleich machen möchte ist als PostProcessor eding.cps auszuwählen, die daraus resultierenden Files kann man direkt im USB-CNC öffnen)
FUSION 360 So bekommt ihr eine GRATISLIZENZ für FUSION 360 (Ihr dürft allerdings nicht mehr als 100.000 USD im Jahr verdienen... :)
Als gute Referenz zu unserer BZT empfiehlt sich die Anleitung vom Openlab Hamburg: https://openlab-hamburg.de/wp-content/uploads/2020/09/Anleitung-v11.pdf
AutodeskFusion360 Youtube channel Fusion360 Absolute Beginner Tutorial
| Werkzeuge_für_Fusion.zip (1KB) [info] Werkzeugdatenbank für Fusion360 |
Abmessen von Werkzeug
Dafür wurde in den Standard eding.cps postprozessor: folgender Code eingearbeitet:
if (tool.manualToolChange) {
onCommand(COMMAND_STOP);
writeComment("MANUAL TOOL CHANGE TO T" + toolFormat.format(tool.number));
writeBlock(
mFormat.format(5), // M05 - Stop spindle
mFormat.format(9) // M09 - Turn off coolant
);
writeBlock(gFormat.format(0), "Z" + xyzFormat.format(20.320)); // G00 Z20.320 - Rapid move to safe Z height
writeBlock("T" + toolFormat.format(tool.number), mFormat.format(6)); // T1 M06 - Tool change
writeBlock(gFormat.format(43), hFormat.format(tool.number)); // G43 H1 - Apply tool length compensation
}
Verfügbar als eigene Datei:
Datei:Eding with tool measure.cps.zip
Dann wird wie bei VCarve eine Werkzeugsabmessung durchgeführt.
Schnittdatenrechner
Mit dem Programm "Schnittdatenrechner", auf dem PC bei der CNC Fräse, kann man sich die optimalen Fräs-Einstellungen berechnen lassen.
Programm zu Hause installieren: https://webseite.sorotec.de/download/fraesparameter/Schnittdatenrechner.zip
(Alternativ https://webseite.sorotec.de/service/downloads/ -> Fräsparameter -> Schnittdatenrechner zur Installation auf dem PC)
Das dicke CNC Buch
"Das dicke CNC Buch" - Gratis Download
weitere CAM Programme
- Estlcam - einfache und sehr gute kommerzielle Software für 49€. Die Testversion legt beim Öffnen und Speichern (länger werdende) Pausen ein, ist aber voll funktionsfähig.
- FilouNC - kommerzielle Software, 30-Tage Testversion
- CamBam - kommerzielle Software, Testversion kann 40-mal ausgeführt werden
- BOcnc - Freeware, nur für nicht kommerzielle Nutzung (die Site ist schon länger offline, das Programm kann aber über archive.org heruntergeladen werden.
- pycam (Tutorial Video) - Open Source (GPLv3), verschiedenste Toolpaths
Nützliche SW-Tools