Acctek Fräse: Unterschied zwischen den Versionen
| (15 dazwischenliegende Versionen von einem anderen Benutzer werden nicht angezeigt) | |||
| Zeile 24: | Zeile 24: | ||
* Werkzeugwechsel: automatisch (8-Fach) | * Werkzeugwechsel: automatisch (8-Fach) | ||
* Vakuumtisch | * Vakuumtisch | ||
| + | Weitere technische Details findet man auch auf der Seite des Herstellers: https://www.acctekgroup.com/atc-cnc-router/ | ||
==Fräser== | ==Fräser== | ||
| Zeile 53: | Zeile 54: | ||
== Drehzahl und Vorschubwerte für gängige Materialien (AccTek) == | == Drehzahl und Vorschubwerte für gängige Materialien (AccTek) == | ||
| − | <gallery widths="600" heights="500"> | + | |
| − | Datei:Schnittwerte CNC-Fräse - | + | '''ACHTUNG!! Am 18.05.2022 wurde T3 gegen einen Ø 8mm Fräser mit GERADER SCHNEIDE und einer Schneidlänge von 28mm getauscht.'''<gallery widths="600" heights="500" mode="packed"> |
| − | Datei:How compression end mill works.png | + | Datei:Schnittwerte CNC-Fräse - Acctek 03 03 2022.pdf |
| + | Datei:How compression end mill works.png|photo credit: Harvey Tool Company LLC | ||
</gallery> | </gallery> | ||
| + | |||
| + | <nowiki>*:</nowiki> beim Planfräsen bitte langsam herantasten und maximal 1mm Tiefenzustellung wählen | ||
Version vom 23. Juni 2022, 15:37 Uhr

Wichtige Informationen
Einschulungspräsentation AccTek
Achtung:
- Man benötigt keinen USB Stick mehr. Alle Daten können einfach in den Public Ordner gespeichert werden und dann auf der AccTek wieder abgerufen werden. Gleicher Vorgang als ob man etwas von einem USB Stick starten möchte.
- Die Werte für Vorschub und Drehzahl bitte nur aus den von uns gestellten Schnittdatenrechnern entnehmen. Werte auf Vcarve stimmen nicht.
- Die Acctek darf nur für die Holz-Bearbeitung verwendet werden. Anderer Werkstoff dürfen nur nach ausdrücklicher Zusage dort bearbeitet werden.
- Mit dem Programm "Schnittdatenrechner", kann man sich die optimalen Fräs-Einstellungen berechnen lassen.
Programm zuhause installieren: https://webseite.sorotec.de/service/downloads/ -> Fräsparameter -> Schnittdatenrechner zur Installation auf dem PC
Allgemeines
Verwendung nur nach Einschulung! (Termine können hier gebucht werden: https://happylab.at/de_vie/workshops)
Kosten
Informationen zur Acctek sind in Arbeit: Kosten
Technische Daten
- Modellbezeichnung: ACCTEK AKM1325C
- Typ: Portalfräse
- Verfahrwege: X = 1300 mm, Y = 2500 mm, Z = 250 mm
- Werkzeugwechsel: automatisch (8-Fach)
- Vakuumtisch
Weitere technische Details findet man auch auf der Seite des Herstellers: https://www.acctekgroup.com/atc-cnc-router/
Fräser
Welchen Fräser für welches Material?
Im Fabstore gibt es Fräser (Einschneider, Zweischneider und diamantverzahnt) in verschiedenen Durchmessern, Gravierstichel sowie Radienfräser.
Anwendungsgebiete für Einschneider
- Konturen mit sehr hohen Qualitätsanforderungen
- Da lediglich nur eine Schneide, viel Platz für Spanabfuhr
- Sehr gut für weiche Materialien
- Kunststoffe
- PE, Teflon, Plexiglass, Styrodur
- Weiche Aluminiumsorten
Anwendungsgebiete für Zweischneider
- Universell Einsetzbar
- Härteres Aluminium
- Härtere Kunstoffe
- Holzwerkstoffe
Anwendungsgebiete für diamantverzahnte Fräser
- GFK
- CFK
- Leiterplatten und Verbundwerkstoffe
- Holz
Drehzahl und Vorschubwerte für gängige Materialien (AccTek)
ACHTUNG!! Am 18.05.2022 wurde T3 gegen einen Ø 8mm Fräser mit GERADER SCHNEIDE und einer Schneidlänge von 28mm getauscht.
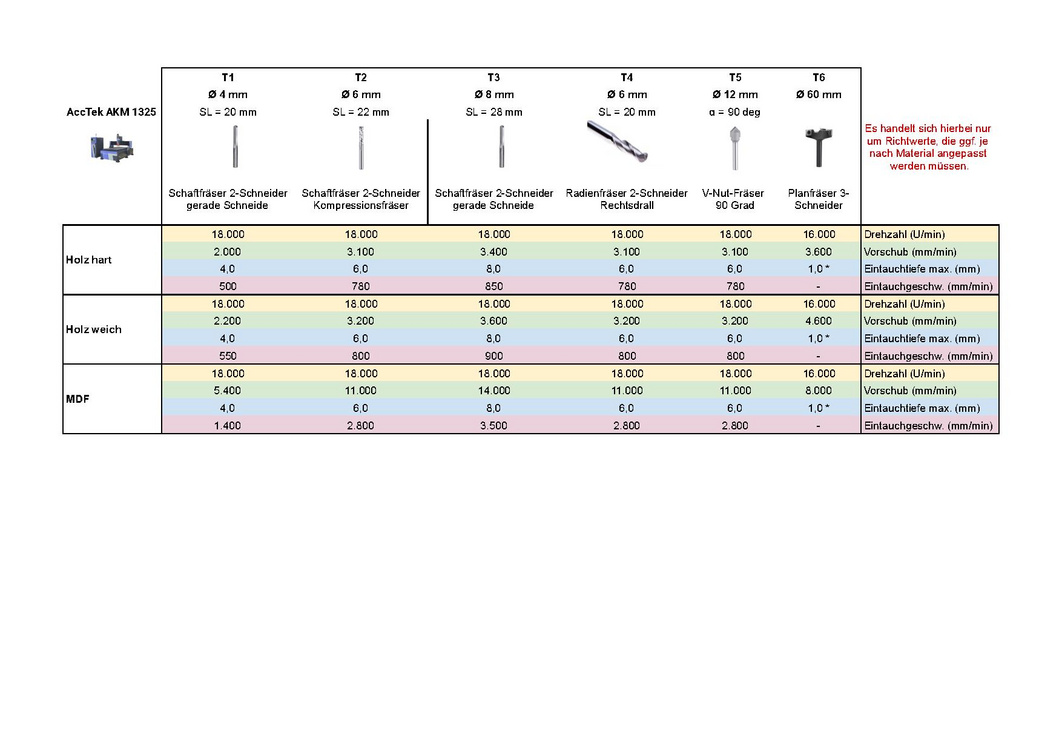
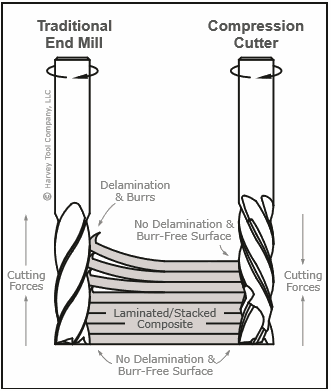
photo credit: Harvey Tool Company LLC

*: beim Planfräsen bitte langsam herantasten und maximal 1mm Tiefenzustellung wählen
Drehzahl und Vorschubwerte für selbst mitgebrachte Werkzeuge
- Mit dem Programm "Schnittdatenrechner", kann man sich die optimalen Fräs-Einstellungen berechnen lassen.
Programm zuhause installieren: https://webseite.sorotec.de/service/downloads/ -> Fräsparameter -> Schnittdatenrechner zur Installation auf dem PC
Werkzeugnummer im Vcarve richtig eintragen
Werkzeugnummer richtig vergeben:
- T1= 4mm Fräser (Darf nicht verändert werden) Im Vcarve unter Werkzeugnummer: 1
- T2= 6mm Fräser (Darf nicht verändert werden) Im Vcarve unter Werkzeugnummer: 2
- T3= 8mm kurz Fräser (Darf nicht verändert werden) Im Vcarve unter Werkzeugnummer: 3
- T4= 6mm Radien Fräser (Darf nicht verändert werden) Im Vcarve unter Werkzeugnummer: 4
- T5= 90° V-Nutfräser (Darf nicht verändert werden) Im Vcarve unter Werkzeugnummer: 5
- T6= 60mm Planfräser (Darf nicht verändert werden) Im Vcarve unter Werkzeugnummer: 6
- T7= Darf nur unter Aufsicht eines Managers vergeben werden / Im Vcarve unter Werkzeugnummer: 7
- T8 = Darf nur unter Aufsicht eines Managers vergeben werden / Im Vcarve unter Werkzeugnummer: 8
Ablauf: Maschine einschalten bis Job starten
CNC Einschalten:
Checkliste:
- Sichtkontrolle
- Gerät einschalten
- Gerät Referenzieren: Home => X,Y,Z
- Werkzeug wechseln, T1 einstellen. F2 aktivieren (Werkzeuge immer abmessen)
- T1 ist das Werkzeug mit dem man den Nullpunkt setzt.
- MDI Taste aktivieren => Monitor => MDI Input => T1 über das Bedienfeld rechts hineinschreiben. Mit F1 bestätigen.
- Jetzt auf die Taste Cycle/Start (Job Starten) klicken.
- Nach dem Wechsel auf T1 sollte das Gerät ganz hinten bei dem Werkzeugwechsler stehen bleiben. Jetzt hat man genug Platz um Opferplatte und Material zu positionieren.
- Jetzt die Opferplatte und das Material einrichten und den Vakuumtisch am Bedienpult einschalten. (Drehschalter: VAKUUM PUMP)
- Mit den 4 Einstellschaltern einstellen, welchen Bereich man ansaugen möchte.
- (ON / OFF Drehschalter unter dem Fabman)
- Jetzt mit der Hand kontrollieren ob das Material nicht verrutscht und gut eingespannt ist.
- Der Vakuumtisch muss eingeschaltet sein um den Nullpunkt richtig setzen zu können. Sonst ist der Nullpunkt in “Z” Richtung zu hoch, da die Platte nicht flach aufliegt.
- Im VCarve ist der Nullpunkt auf der linken unteren Ecke zu setzen.
- Mit dem JOG Knopf und den X,Y,Z Knöpfen am Bedienpult, kann man die Achsen schnell verfahren. (Achsen verfahren)
- Mit dem MPG Knopf, kann man das Handrad aktivieren und den Nullpunkt genau einstellen.
- Um den Fräser besser sehen zu können, kann man rechts die große F1 Taste neben dem Notausknopf drücken. Jetzt wird der Staubschutz nach oben gefahren.
- Sobald man den Nullpunkt manuell erreicht hat mit dem Handrad:
- Nullpunkt am Bedienfeld festlegen.
- Taste Offset/Settings = kleiner F3 Knopf über dem Bedienfeld.
- External:
- X = 0
- Y = 0
- Z = 0
- G54P:
- X = (kleine F1 Taste)
- Y = (kleine F1 Taste)
- Z = (kleine F1 Taste)
- External:
- Taste Offset/Settings = kleiner F3 Knopf über dem Bedienfeld.
- Job über USB Stick hineinladen. (Video)
- Absaugung mittels Drehschalter starten. (DUST COLLECTOR Drehschalter)
- Job am Gerät starten.
- Auto
- Cycle Start (Job starten)
- Die Fräsgeschwindigkeit kann während dem Fräsen mit den Tasten x1, x10, x100, x1000 verlangsamt oder wieder schneller eingestellt werden.
Den Nullpunkt kann man ganz einfach in den Offset-Einstellungen anpassen. "-z" = Man fährt tiefer ins Material. "+z" = Man fährt aus dem Material hinaus. (Nach oben).
AccTek Bedienfeld

Material einspannen
Vorgehensweise:
- Maschinentisch mit Staubsauger säubern.
- Immer eine von unseren Opferplatte unter das zu fräsende Material legen. Unsere Opferplatten sind 5mm stark.
- Das Material auf die Opferplatte legen und den Bereich der Opferplatte, mit Matten, abdecken, der nicht von dem Material bedeckt wird. (Vakuumverlust verhindern)
- Der Vakuumtisch kann über das Bedienpult eingeschalten werden. Es können am Bedienpult bis zu 4 Bereich freigeschalten werden.
- Nach dem Fräsen bitte nochmals Staubsaugen.
Achsen verfahren
Nullpunkt setzten
Zuerst auf das Werkzeug T1 wechseln, da der Nullpunkt nur mit diesem Werkzeug gesetzt werden kann.
Nullpunkt setzen: Ganz wichtig: Der Vakuumtisch muss eingeschaltet sein, damit der Nullpunkt richtig eingestellt werden kann.
Der Nullpunkt kann im VCarve beliebig gesetzt werden. Wir empfehlen die linke untere Ecke. Diese ist am nächsten zum Maschinen-Nullpunkt und kann daher am schnellsten erreicht werden.
Nullpunkt am Werkstück setzen.
- “Jog” Taste Drücken am Bedienpult
- Jetzt kann man mit den grauen Pfeiltasten die Maschinen verfahren
- Mit den Pfeiltasten zum gewünschten Nullpunkt hinfahren und dann auf das Handrad wechseln.
- MPG Taste am Bedienpult ist für das Handrad.
- Vakuumtisch einschalten sonst stimmt Z = 0 nicht ganz.
- Mit dem Fräser bis zum gewünschten Nullpunkt hinfahren und Maschine dort stehen lassen.
Menü über dem Bedienfeld:
- Offset/Setting
- Mit den Braunen Pfeil-Tasten in den Settings navigieren
- Erste Zeile: External Shift:
- x= 0
- y= 0
- z= 0
- Zweite Zeile: G54P1(G54)
- x = (F1) Achse wird auf aktuelle Position eingestellt.
- y = (F1) Achse wird auf aktuelle Position eingestellt.
- z = (F1) Achse wird auf aktuelle Position eingestellt.
- Abschließen am Bedienpult wieder den JOG Knopf drücken und mit den blauen Pfeiltasten aus der Gefahrenzone heraus fahren.
G-Code in die CNC laden
File Laden: Sollte etwas nicht funktionieren, kann man mit der kleine Pfeiltaste ganz links am Bedienpult immer wieder zurück aus den Menüs.
- USB Stick anstecken
- Programm (F2)
- File Manager (F4)
- File Transfer (F4)
- File Import (F1)
- USB Oder Netzwerk:
- Device Select (F5)
- USB Stick oder Netzwerk mit dem Bedienfeld rechts auswählen und mit Enter bestätigen.
- Gcode mit den Pfeiltasten aussuchen
- Select (F2)
- Copy (F1)
- Bestätigen (F1)
- Zurück mit der Pfeiltaste ganz links
- Nochmals zurück mit der Pfeiltaste ganz links
- Gcode jetzt aus der grünen Liste suchen und mit den Pfeiltasten auswählen
- Execute (F5)
- Simulation Switch (F2) Man bekommt eine Vorschau von dem File angezeigt
Job und Spindel stoppen. (Job Pausieren)
Zuerst den Job Stoppen und dann die Spindel stoppen. Wenn man wieder starten möchte, unbedingt zuerst die Spindel wieder einschalten und dann erst den Job wieder starten.

Welchen Postprozessor verwenden?
- Acctek Happylab(mm)(*.nc)

Tool Nr. 6 Planfräser 60mm

Wenn man den Fräser Nr. 6 verwenden möchte, muss man unbedingt die Rampe (Siehe Bild) aktivieren.
Dieser Fräser kann NICHT gerade ins Material fahren sondern muss über eine Rampe zugefahren werden.
Programme
CAD/CAM
Makerspace IDs:
Wien: DD406-7B1B4-DE684-0D5E0-1B335-56908-D70F7
- Vectric VCarve Pro Trial herunterladen
- Vectric VCarve Pro Versionen
- Programm zur Erstellung von Pfaden zum 2,5D und 3D Fräsen. Importierbare Formate sind vektorbasierte 2D Dateien (z.B. DXF, EPS, DWG, Ai, PDF, SVG, SKP,..) und 3D Modelle (STL, 3DM, SKP, 3DS, DXF, OBJ,...).
- Im Happylab gibt es die Makerspace Edition von Vcarve Pro. Diese hat den Vorteil, dass die Dateien in der Probeversion vorbereitet werden können. Man muss bei der Probeversion unter Help - about VCarve die entsprechende Makerspace ID angeben. Dann kann die in der Probeversion erstellte Datei in dem entsprechenden Happylab mit der Vollversion geöffnet und der G-Code exportiert werden.
- Makerspace ID Wien: DD406-7B1B4-DE684-0D5E0-1B335-56908-D70F7
| AccTek_Werkzeugdatenbank.zip (12KB) [info] Werkzeugdatenbank für VCarve Pro |
VCarve Erklärvideos
- Hier einige Links zu Erklärvideos vom offiziellen Vectric Youtube Channel:
- 3D Fräsen mit VCarve, Erklärvideo (Englisch)
- VCarve Youtube Channel (Englisch)
- VCarve Anfängertutorial