Trotec Q500 RUBY

In letzter Zeit gab es einige Probleme mit der alten Software JobControl – deshalb verwenden wir ab sofort die modernere und deutlich benutzerfreundlichere Software RUBY.
Vorteile von RUBY:
- Kein Drucken über CorelDRAW mehr notwendig, direkter Import von Vektorformaten wie SVG, AI, PDF, etc.
- Anpassungen an Materialparametern sind einfacher
- Moderne und intuitive Benutzeroberfläche
- Alles bleibt im selben Workflow, keine Softwarewechsel
Eine kurze Einführung gibt es hier:
Neue Software - RUBY
ACHTUNG: neue Software. Statt CorelDraw und JobControl jetzt RUBY öffnen
Einschulungspräsentation Wien (Ruby und RDWorks für Alle CO2 Lasercutter)
Design Modus

- In den Design Modus gehen (Obere Befehlszeile Links)
- PDF, AI, SVG, EPS, DXF File öffnen
- Bei dem Export aus eurem Zeichenprogramm Text in Kurven umwandeln
- Vorsicht mit DXF, Kurven werden hier aus CorelDraw schlecht geschnitten!
- Alles was geschnitten werden soll ROT färben
- Alles was graviert werden soll SCHWARZ und flächig einstellen
- Spezialfall Linien gravieren oder ritzen: Die Linien grün färben und im PREPARE-Modus auf schneiden umstellen, die Power und Geschwindigkeit allerdings vom gravieren übernehmen.
- Alles was gelasert werden soll mit der Maus markieren
- Auf 'Design speichern' klicken (links oben)
Prepare Modus

- In den PREPARE Modus wechseln (Obere Befehlszeile Mitte)
- Designs auf der Arbeitsfläche platzieren
- In der rechten Spalte das Material auswählen
- Material Details und dort Farben und Einstellungen kontrollieren und speichern
- Rechts oben auf die Taste "An Laser senden" klicken
Materialeinstellungen
Alle Materialeinstellungen sind lediglich Richtwerte. Bitte immer einen Testschnitt machen und gegebenenfalls die Werte anpassen.
Empfohlene Richtwerte vom Hersteller:
- Geschwindigkeit beim Gravieren: Je nach Applikation, Materialbeschaffenheit Richtwert circa 20% Speed
- Geschwindigkeiten über 20% Speed können zu einem Job-Abbruch führen.
- Geschwindigkeit beim Schneiden: Je nach Applikation, Materialbeschaffenheit Richtwert circa 0,4 - 1,2 Power
- Geschwindigkeit beim Ritzen: Power und Speed ähnlich zum Gravieren.

Erweiterte Materialeinstellungen
Mit Klick auf Advanced wird ein erweitertes Menü ausgeklappt.
Hier können einige Spezialeinstellungen getroffen werden, welche im Normalfall nicht verändert werden müssen.
Dieses Menü unterscheidet sich je nach Prozessart.
Hervorzuheben sind hier:
Power correction
oder auch Leistungskorrektur ist die wichtigste Einstellung in diesem Menü.
Wenn der Laser Ecken oder Rundungen abfährt, muss er Langsamer werden um diese Bewegung ausführen zu können. Dabei regelt er auch die Leistung der Laserquelle herunter, damit es zu einem gleichmäßigen Schnitt kommt.
Mit diesem Wert kann dies beeinflusst werden.
Wird also beobachtet, dass Ecken nicht gelasert werden oder der Laser Ecken durchsticht statt zu ritzen, dann ist dieser Wert für das vorhandene Material und die eingestellte Geschwindigkeit falsch.
Höhere Powerr correction -> Ecken werden mit mehr Energie geschnitten, es kommt zum unabsichtlichen Durchstich
Niedrigere Power correction -> Ecken werden mit weniger Energie geschnitten, Ecken bleiben offen
Passes
Wie oft dieser Schritt durchgeführt werden soll. Speziell bei dickeren Materialien kann es ein besseres Schnittergebnis sein, wenn mit geringerer Leistung mehrmals über den Schnitt gefahren wird.
Dabei verbrennt das Material dann weniger und es bleiben schönere Kanten.

Direction
Hier kann die Richtung, in die der Laser das Material ab rastert eingestellt werden. Das beeinflusst in welche Richtung der Rauch sich auf dem Material niederschlägt und wie er abgesaugt wird.
High Quality
Höhere Qualität kann bei feinen Gravuren zu besseren Ergebnissen führen, verlängert aber die Jobdauer.

Produce Modus

- Oben in der Befehlszeile auf PRODUCE wechseln
- Play Button drücken
Arbeitsablauf
An der Maschine
- Mitgliedskarte an das Kartenlesegerät (Fabman) halten halten
- Deckel vom Lasercutter schließen
- Referenzfahrt abwarten (Dauer ca. 40 Sekunden)
- Deckel öffnen, Material einlegen
- Material immer ganz in die linke obere Ecke einlegen.
- Der Q500 kann nicht bis zu der linken oder rechten unteren Ecke lasern. Der Verfahrensweg hört hier ca. 10cm vor dem Tischende auf.
- Mit den Pfeiltasten über das Material fahren
- Fokus einstellen mit Fokus-Tool und mit der silbernen Stellschraube am Laserkopf
- Das Wabengitter ist beim Q500 fix und kann nicht hinauf oder hinunter gefahren werden.
- Startpunkt definieren mit den Pfeiltasten
- Deckel schließen
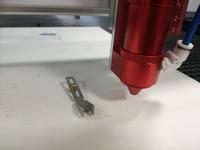
Fokussieren
- Das Fokustool am Laserkopf einhängen und mit der silbernen großen Stellschraube wie im Video gezeigt den Kopf nach unten drehen bis das Fokustool herabfällt.
- Aufpassen das man nicht zu weit hinunter gefahren ist mit dem Laserkopf, da dann der Fokus wieder nicht stimmt.

Fokustool richtige Position

Stellschraube drehen, bis das Fokustool hinunter fällt.
Fokustool nochmals einhängen um zu kontrollieren ob man nicht zu weit hinunter gefahren ist.
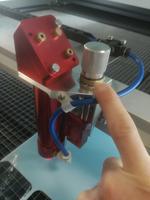
Sobald der Abstand passt, die Stellschraube bitte **mit dem goldenen Ring** fixieren. Nur leicht festziehen. Nicht mit Gewalt.




Hinweise und Regeln
- Verwendung nur nach Einschulung bzw. bestandener Online-Prüfung
- Gerät im Betrieb niemals unbeaufsichtigt lassen!
- Bitte keine Konfigurationseinstellungen an der Maschine ändern!
- Vorsichtiger Umgang mit dem Waben/Schneidetisch, d.h. keine schwere Sachen zum Beschweren der Materialien verwenden
- Die Linse des Laser Cutters darf auf keinen Fall selbstständig ausgebaut oder gereinigt werden. Das Happylab Team kümmert sich um die regelmäßige Wartung der Maschine.
- Die Lasercutter können im Membersportal reserviert werden.
- Am Kartenleser (Fabman) wird angezeigt wann die nächste Reservierung beginnt.
Kosten
Informationen: Kosten
Technische Daten
- Modellbezeichnung: Trotec Q500
- Laser Power: 120W
- Arbeitsbereich: 1300 x 900 mm
Troubleshooting
Bitte schau hier falls du Probleme mit dem Laser hast
- Der Sicherheitskreis ist geöffnet = Der Deckel ist offen. Einfach den Deckel vorsichtig öffnen und nochmals schließen.
Zubehör & Hilfsmittel
Wabengittereinsatz
- Hier sind die Files für den Prusa MK3S: Datei:Q500 Wabengittereinsatz.rar
- Einfach diesen Gcode an einen Prusa MK3S hochladen und drucken.
Fixier-Pinguine
Diese kleinen pinguinförmigen Haken können ins Wabengitter gesteckt werden um Platten zu fixieren und Wölbungen entgegenzuwirken.
Sie können sehr gut aus Acrylresten gelasert oder im 3D Drucker gedruckt werden.
dxf File für Lasercutter: https://drive.google.com/file/d/1iWQz5qTT0QAEEekPRJhRKGUm4LAuNxmu/view?usp=sharing
stl File für 3D Druck: https://drive.google.com/file/d/1hgqgW8TuB7UmycUrRhnOFhdxk8oI1YoI/view?usp=sharing